Классификация и компоненты эндодонтических инструментов
Целью формирования является создание пространства для подачи ирриганта, для того, чтобы очистить и дезинфицировать систему корневых каналов, и затем разместить в ней пломбировочные материалы. Для этой цели были изготовлены специальные эндодонтические инструменты. Основная проблема, возникающая при формировании – образование дентинного дебриса, что потенциально приводит к процедурным сбоям. В этой статье рассматриваются инструменты и концепции формирования корневых каналов. В Таблице 1 приведена классификация инструментов для формирования, основанная на стандарте ISO 3630-5. В то время как в Таблице 2 приведена хронология ключевых дат их разработки.
| Группа | Специфика | Тип |
| 1 | Ручные инструменты | Пульпэкстракторы, К-файлы, Н-файлы |
| 2 | Машинные – с защелкой | Gates Glidden, дрили Peezo |
| 3 | Машинные – никель-титановые | Profile, ProTaper, Race |
| 4 | Машинные – адаптированные к анатомии канала | SAF, XP-Shaper/Finisher |
| 5 | Машинные - реципрокные | Wave one, Reciproc |
| 6 | Звуковые и ультразвуковые |
Таблица 1. Классификация инструментов для формирования и очистки, основанная на стандарте ISO 3630-5.
| Дата |
Разработка |
Детали |
| 1904 | K-файлы, римеры | Разработка Kerr первых эндодонтических инструментов |
| 1959 | Стандартизация | |
| 1976 | Спецификация № 28 | Американская стоматологическая ассоциация |
| 1988 | Никель-титановые ручные файлы | |
| 1991 | Никель-титановые машинные файлы | Пассивные радиальные площадки, фиксированные конусности, одинарное поперечное сечение |
| 1999-2001 | Никель-титановые машинные файлы | Активные режущие верхушки, переменные конусности, чередующиеся режущие края |
| 2007 | Термическая обработка | M Wire |
| 2008 | Термическое поколение - 2 |
Twisted файлы Переменное поперечное сечение Реципрокное движение: WaveOne, Reciproc Структурные изменения: SAF |
| 2010-2018 | Дальнейшее развитие никель-титановых файлов |
Термическая обработка второго поколения: CM (Coltene), Blue/Gold (Dentsply) Электроэрозионная обработка (Coltene) Память формы (FKG) |
Таблица 2. Хронология разработки различных поколений инструментов для формирования корневых каналов.
Краткая история
Со второй половины девятнадцатого века из фортепианных струн были созданы грубые инструменты, позволяющие удалять остатки тканей из корневых каналов. Но в 1904 году компания Kerr Manufacturing (Ромулус, Мичиган) изготовила то, что можно считать первыми настоящими эндодонтическими инструментами – файлы К-типа (К-файлы) и римеры К-типа (К-римеры). Третьим типом инструментов для корневых каналов является Н-файл, имеющий форму шурупа и разработанный в 1940 году шведской компанией Sendoline в сотрудничестве со шведским врачом Gustav Hedström. В течение многих лет файлы и римеры изготавливались из углеродистой стали и нумеровались от одного до шести, где каждое последующее число было больше предыдущего. Однако у каждой компании был свой способ производства инструментов, и не было никакой корреляции между различными брендами.
В 1955 году Ingle призвал к стандартизации эндодонтических инструментов. Он официально предложил эту идею на Второй Конференции по Эндодонтии, состоявшейся в Филадельфии в 1958 году. Эта стандартизация устанавливает конкретные размеры кончика (D1) и верхушки режущей части (D2) (Рис. 1). С самого начала, несмотря на нежелание большинства других компаний, швейцарский бренд Maillefer взялся за этот проект, изобретя и изготовив первые тестовые машинные инструменты и быстро став лидером рынка. В 1961 году публикация основополагающей статьи Ingle «Стандартизированная эндодонтическая методика с использованием инструментов и пломбировочных материалов нового дизайна» стала поворотным моментом в области эндодонтии. Ingle выступал за замену углеродистой стали, подверженной коррозии, на нержавеющую сталь, улучшение стандартизации инструментов, добавив файл 0.08 и файлы большего размера от 110 до 140, а также внедрение системы цветовой кодировки. Была предложена новая стандартизированная методика, благодаря сочетанию новых стандартизированных инструментов для формирования и пломбировочных материалов. Интересно отметить, что в то время больше внимания уделялось пломбированию, чем эффективной очистке и дезинфекции.
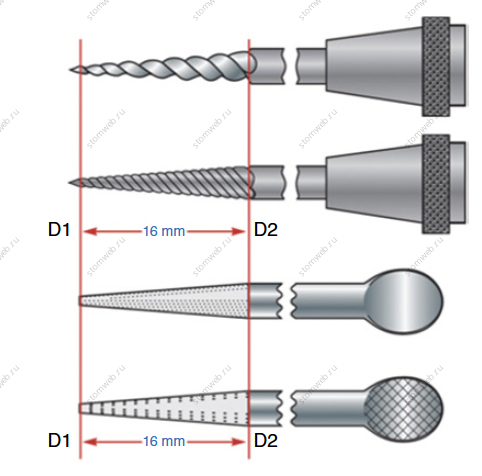
Рисунок 1. Первое предложение Ingle по стандартизации.
В 1976 году Совет по стоматологическим материалам и устройствам Американской стоматологической ассоциации (ADA) утвердил спецификацию No. 28 для эндодонтических файлов и римеров. В эту спецификацию были включены Hedström файлы (No. 58), рашпили и пульпэкстракторы (No. 63), зонды, аппликаторы, конденсоры/плагеры и спредеры (No. 71). В качестве материалов использовались углерод и нержавеющая сталь. Были даны подробные сведения о размерах, отборе проб, контроле и тестовых процедурах. Они включают диаметр, конусность, длину верхушки, устойчивость к разрушению, жесткость и устойчивость к коррозии. Позже группа экспертов из Международной Федерации стоматологии, Всемирной организации здравоохранения, и ADAсоздала комитет в составе Международной организации по стандартизации (ISO) для разработки международных норм на основе первоначальной работы ADA. И спецификация No. 28 ADA/ANSI (Американского национального института стандартов), и нормы ISO обновляются на регулярной пятилетней основе. Таким образом, ведется работа над инструментами для формирования корневых каналов в соответствии со спецификацией ISO 3630-1(спецификация 2019 года Стоматология – Эндодонтические инструменты – Часть 1). Спецификация определяет общие требования к эндодонтическим инструментам и методы их испытаний и охватывает общие обозначения размеров, допуски для всех конструктивных особенностей, цветовую маркировку, упаковку и другие детали.
В конце 1980-х годов была разработана многообещающая идея заменить нержавеющую сталь никель-титановым сплавом при изготовлении эндодонтических ручных файлов. Предполагалось, что эти файлы будут в три раза более гибкими, чем их аналоги из нержавеющей стали, а также более устойчивыми к торсионным нагрузкам. Но оказалось, что их режущая способность гораздо меньше и они имеют тенденцию ломаться «без предупреждения». Позже было осознано, что из-за их гибкости традиционное движение-файлинг было недостатком, как и стандартизированная техника последовательного размещения всех файлов на рабочую длину, что способствовало эффекту конусообразного замка. Однако с тех пор стало возможно использовать их в качестве машинных инструментов, что сделало их более эффективными и увеличило конусность.
Quantec и Profile, оба с радиальными площадками, являются хорошими примерами эпохи 1990-х годов. Примечательно, что система Profile, разработанная B. Johnson, была первой системой машинных инструментов, которая использовала чистую технику crown-down. В 2001 году была разработана инновационная и запатентованная система ProTaper с острыми краями. Это была первая система, имеющая рабочую часть с переменными (то есть, увеличивающимися и уменьшающимися) конусностями.
Несколько лет спустя, стало ясно, что единственным способом дальнейшего улучшения характеристик этих инструментов является работа над свойствами никель-титанового сплава. Таким образом, в 2007 году, M-Wire, первая термически обработанная никель-титановая система, значительно повысила как гибкость, так и устойчивость к циклической усталости. За ней последовал запуск Twisted файлов, в которых для определения R-фазы использовалась специальная термическая обработка, позволяющая их скручивать, а не шлифовать. С 2010 года появилось еще несколько технологических достижений – новая технология формирования, использующая реципрокальное движение только одним инструментом (WaveOne и Reciproc, Dentsply Sirona), самоадаптирущийся файл (SAF, ReDent) с инновационной структурой и новые никель-титановые сплавы CM wire (Coltene), термически обработанные Blue и Gold (Dentsply), электроэрозийно обработанные машинные файлы (Coltene), и, совсем недавно, никель-титановый инструмент с памятью формы от FKG (XP Finisher и XP Shaper). Обзор новых термомеханически обработанных никель-титановых сплавов смотрите у Zupanc и др.
Сплавы
Углеродистая сталь против нержавеющей стали
Сталь – это сплав, состоящий из железа и углерода. Углеродистая сталь была первым сплавом, использованным для изготовления К-файлов и К-римеров. По сравнению с нержавеющей сталью, она имеет более высокое содержание углерода (обычно до 2.1% от своего веса), что делает ее прочнее и тверже. Ее главный недостаток – подверженность коррозии, она может ржаветь и подвергаться коррозии под воздействием влаги, даже паров влаги в воздухе. Поэтому она не поддается автоклавированию и подвержена коррозии при контакте с гипохлоритом натрия. Кроме того, она менее пластична, чем нержавеющая сталь.
В настоящее время большинство ручных инструментов изготавливается из нержавеющей стали. Инструменты из нержавеющей стали обладают большей устойчивостью к поломке, но меньшей устойчивостью к торсионным нагрузкам, и поэтому имеют тенденцию деформироваться под напряжением. Gates Glidden и дрили Peeso также изготавливают из нее.
Нержавеющая сталь имеет высокое содержание хрома, который образует на стали невидимый слой, предотвращающий коррозию и образование пятен. Слой хрома придает материалу блестящий вид. Аустенитная нержавеющая сталь – самое большое семейство нержавеющих сталей. В 300 серии тип 304, который содержит 18% хрома, 8-10% никеля, и 0.12% углерода, в основном используется для механической обработки (на станке) хирургических инструментов.
Никель-Титан
Было показано, что никель-титан является предпочтительным сплавом для изготовления машинных инструментов, хотя некоторые ручные инструменты изготавливают также из него. Впервые он был разработан в период между 1959 и 1963 годами William Buehler, инженером-механиком из Лаборатории Боеприпасов Военно-морских сил США, и выпущен на рынок под торговой маркой Nitinol (что расшифровывалось как «Никель-титановая лаборатория военно-морских боеприпасов). Это изобретение не было связано со стоматологией, поскольку Buehler искал интерметаллические соединения для носового обтекателя подводной ракеты. Он по счастливой случайности обнаружил свойства памяти формы у никель-титана.
В 1972 году ортодонт George Andreasen первым внедрил никель-титан в стоматологию, а в 1988 году Harmeet Walia высказал идею использовать его для замены нержавеющей стали в эндодонтических ручных инструментах. Состав сплава никель-титана, используемого в эндодонтии, близок к эквиатомному: около 55% массы никеля и 45% массы титана. С момента этого открытия эти сплавы использовались во многих областях – автомобильной промышленности, аэрокосмической промышленности и производстве медицинского оборудования, особенно в кардиохирургии и ортопедической хирургии.
Производство и стандартизация
К-файлы и римеры изготавливают из необработанной проволоки из нержавеющей стали, которая измельчается в квадратную, треугольную или ромбовидную заготовку с конусностью 0.02. Закрепленную на одном конце проволоку затем скручивают против часовой стрелки, чтобы края заготовки превратились в несколько режущих кромок. В отличие от этого, файлы Hedström отшлифованы с помощью микрошлифовки из круглой черной нержавеющей стали. Аналогичным образом, все никель-титановые инструменты, как ручные, так и машинные, шлифуются, поскольку их невозможно скрутить из-за сверхэластичности сплава.
Стандартизация инструментов из нержавеющей стали
Согласно Ingle, стандартизация подразумевает (Рис. 2):
- Одинаковая длина активной части для всех инструментов от диаметра D1 на расстоянии 1 мм от кончика, до диаметра D2 на расстоянии 16 мм.
- Нумерация с использованием метрической системы для определения размера инструмента в D1 с увеличением на 0.05 мм для каждого инструмента с размера 15 до 60 и на 0.10 мм с размера 60 до 110. Позже были добавлены размеры 0.08 и 0.06 и 110-150, а также цветовая маркировка.
- Равномерная 0.02 конусность активной части, обеспечивающая увеличение диаметра на 0.32 в D2.
- Допустимый предел составляет ±0.02 мм для каждого диаметра активной части.
- Цветовая кодировка: белый, желтый, красный, синий, зеленый и черный размеры от 15 до 40, затем повторяется для последующих инструментов. Позже были добавлены серый и розовый цвета для размеров 0.08 и 0.06.
- Стандартные длины: 21, 25, и 31 мм.

Рисунок 2. Стандартизация эндодонтических инструментов: размеры, нумерация и цветовое кодирование.
С тех пор были внесены две модификации по сравнению с первоначальным предложением Ingle:
- Дополнительное измерение на D3, в 3 мм от кончика (D1).
- Спецификация формы пирамидального конца: для стандартных инструментов ангуляция кончика 75±15° (Рис. 3).
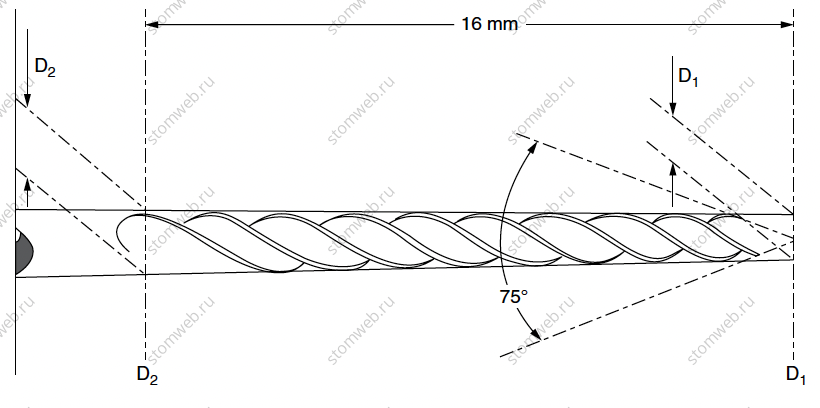
Рисунок 3. Модификации кончика.
Было исследовано состояние стандартизации эндодонтических инструментов, и было обнаружено, что размеры всех протестированных файлов находились в пределах допустимого в соответствии со спецификацией ISO 3630-1. В 1992 году, на второй встрече Международной федерации эндодонтических ассоциаций в Париже, Франция, Schilder предложил ручные файлы Profile Serie 29.02 (Tulsa Dental), отличающиеся постоянным увеличением диаметра кончика на 29%. Вместо классической арифметической прогрессии размера кончика в 0.05 для стандартизированных инструментов геометрическая прогрессия обеспечивает постепенное увеличение диаметра кончика, в результате чего появляется больше инструментов небольших размеров, где они наиболее необходимы, и меньше инструментов больших размеров.
Дизайн эндодонтических инструментов: термины и определения
Существует ряд терминов и определений, относящихся к конструкции эндодонтических инструментов. Согласно третьей спецификации ISO 3630-1. 2019 года для Стоматологии – Эндодонтические инструменты – Часть 1, общие термины и определения включают (Рис. 4):
- Стандартный инструмент: Эндодонтический инструмент, имеющий равномерную конусность 0.02мм/мм длины рабочей части во всем диапазоне доступных размеров.
- Конусный инструмент: Эндодонтический инструмент, размер которого определяется размером кончика и который имеет равномерную конусность рабочей части, отличную от 0.02 мм/мм длины.
- Не конусный инструмент: Эндодонтический инструмент цилиндрической формы по своей длинной оси.
- Инструмент с неравномерной (переменной) конусностью: Эндодонтический инструмент с более, чем одной конусностью вдоль рабочей части.
- Инструмент для формирования: Эндодонтический инструмент с контурной рабочей частью с непрерывно изменяющимся профилем.
- Кончик: Часть инструмента, предназначенная в качестве острия, форма которой определяется изготовителем.
- Рабочая часть: Часть инструмента с режущей поверхностью.
- Стержень: Часть инструмента между рукояткой или хвостовиком и рабочей частью.
- Хвостовик: Часть вращающегося, колеблющегося или реципрокного инструмента, предназначенная для установки в патрон наконечника.
- Рабочая часть: Часть инструмента, проходящая от кончика до рукоятки или хвостовика. Эндодонтические инструменты выпускаются длиной 21, 25, и 31 мм.

Рисунок 4. Компоненты инструмента.
Были предложены другие определения для остальных компонентов эндодонтического инструмента:
- Сердцевина: Цилиндрическая центральная часть файла, окружность которой очерчена и ограничена глубиной канавок (Рис. 5).
- Канавка: Углубление на рабочей поверхности инструмента, используемое для сбора дебриса (мягких тканей и дентинных опилок, удаляемых со стенок канала). Ее глубина, ширина и вид поверхности могут варьировать в зависимости от конкретного инструмента (Рис. 6).
- Площадка: Периферическая часть вращающегося инструмента, сохраняемая плоской и гладкой для центрирования инструмента в пространстве канала. Его планирующее действие ограничивает агрессивность оператора и обеспечивает периферическое сопротивление инструмента (Рис. 7).
- Режущая или передняя кромка или лезвие: Участок с наибольшим диаметром, который следует за канавкой (Рис. 8).
- Шаг: Расстояние между точкой на передней кромке и соответствующей точкой на соседней передней кромке вдоль рабочей поверхности. Чем меньше шаг, тем плотнее спирали и тем больше угол наклона спирали. Большинство файлов имеют переменный шаг, который изменяется вдоль активной поверхности (Рис. 6).
- Угол наклона спирали: Угол, образованный режущей кромкой (лезвием) и длинной осью файла. Он помогает удалить дебрис из канавок. Угол наклона спирали может быть фиксированным или изменяться вдоль активной части. В последнем случае мы говорим о «переменном шаге» (Рис. 6).
- Угол заточки: Угол, образованный передней кромкой и радиусом файла, когда файл совершает режущие движения перпендикулярно его длинной оси (Рис. 7).
- Режущий угол (или эффективный угол зацепления): Угол, образованный режущей кромкой (передней кромкой) и радиусом файла, когда файл совершает режущие движения перпендикулярно режущей кромке. Это лучший показатель режущей способности файла. Он может быть положительным, нейтральным или отрицательным (Рис. 7).
- Дизайн кончика: Пирамидальный дистальный конец активной части файла. Пирамидальный кончик обеспечивает превосходную режущую эффективность, но может быть слишком агрессивным (Рис. 8). Кончики были описаны как режущие, не режущие или полурежущие, но четкого различия между ними не существует. В 1985 году, в оригинальной статье о технике сбалансированных сил, Roane и др. предложили модификацию кончика с целью устранения угла перехода между ним и первым лезвием (Рис. 8), тем самым, избегая образования ступенек в каналах и транспортации. Сравнение трех различных ручных техник и одной машинной техники показало, что подготовка канала инструментом с модифицированным кончиком была значительно лучше, чем при использовании традиционного (не модифицированного) кончика.
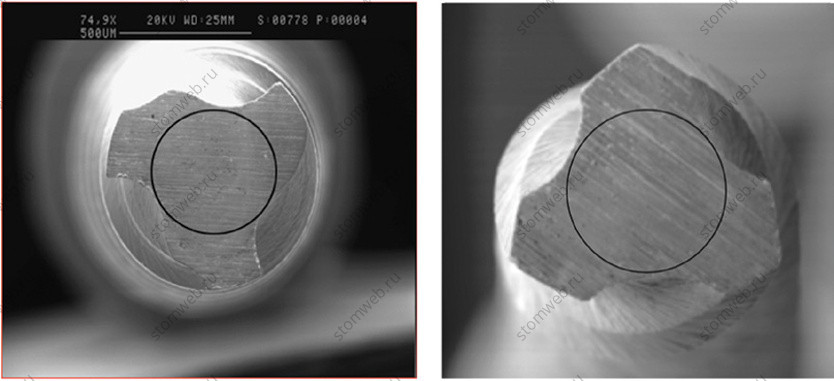
Рисунок 5. Сердцевины. Слева сердцевина - K3-File. Справа сердцевина - ProTaper F3.
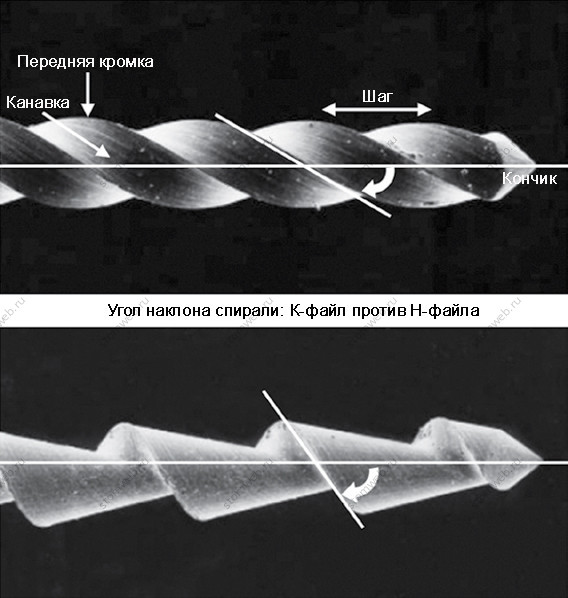
Рисунок 6. Канавка, кромка, шаг и угол наклона спирали.
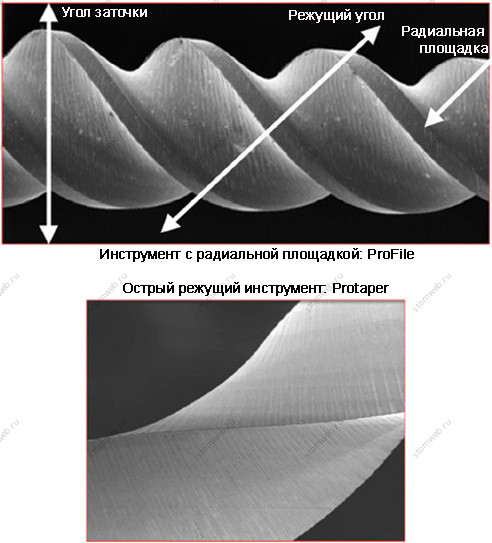
Рисунок 7. Радиальная площадка, заточка и режущие углы.
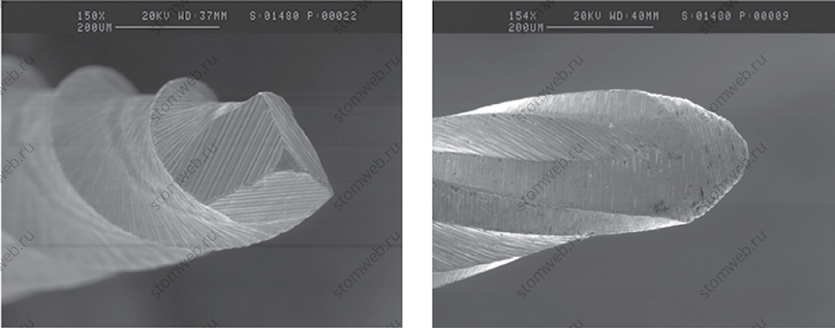
Рисунок 8. Слева активный кончик (ProTaper Retreatment D1) и справа неактивный кончик (ProTaper F3).
Физические свойства эндодонтических инструментов: термины и определения
Существует также ряд определений физических свойств эндодонтических инструментов:
- Напряжение: Сила сопротивления деформации (выраженная в Н/ мм2) на единицу площади материала при приложении к нему внешней силы.
- Прочность на растяжение: Способность материала или конструкции выдерживать нагрузки, приводящие к их удлинению.
- Предел текучести: Напряжение, которое материал может выдержать без необратимой деформации.
- Деформация: Изменение первоначального размера (деформация) материала под воздействием напряжения или нагрузки.
- Предел упругости: наибольшее напряжение, которое может выдержать упругое твердое тело, не подвергаясь необратимой деформации.
- Пластическая деформация: Состояние постоянной деформации, возникающее при снятии нагрузки, превышающей предел упругости материала.
- Предел пластичности: Точка, в которой материал достигает максимальной пластической деформации и разрушается (точка разрыва).
- Сверхупругость: Упругая (обратимая) реакция на приложенное напряжение, вызванная фазовым превращением между аустенитной и мартенситными фазами кристалла. Она представлена в сплавах с памятью формы.
- Сплавы с памятью формы: Класс сплавов, которые могут восстанавливать видимые постоянные деформации при нагревании выше определенной температуры.
Инструменты для очистки и формирования
Инструменты для очистки и формирования разделены на шесть групп в зависимости от материала, из которого они изготовлены, способа действия и формы (Таб. 1).