Первые сведения о попытках применять машинные методы разработки корневых каналов появились в литературе уже около ста лет назад. В настоящей статье автор представляет распространенные техники разработки корневых каналов: Step-back, Step-down и Double-flare.
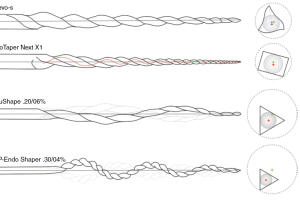
Все инструменты для разработки корневых каналов разделяются на три основные формы: К-файлы, римеры и Хедстрем-файлы. Сначала инструменты изготавливались из углеродистой стали, а с 1960-х годов — из хромо-никелевой высококачественной инструментальной стали.
Стандарты ISO (Международная организация по стандартизации) предусматривают основные параметры эндодонтических инструментов: длину, толщину, профиль, максимальные производственные допуски, а также минимальные требования к механической прочности. Диаметр инструмента у его верхушки соответствует размеру 1/100 мм. Все инструменты имеют коническую рабочую часть, длина которой составляет 16 мм независимо от общей длины инструмента.
Диаметр рабочей части инструментов увеличивается от верхушки к хвостовику в соотношении 0,02 мм/мм, то есть на верхнем конце рабочей части диаметр инструмента на 0,32 мм больше, чем у его верхушки (возрастающая конусность). Например, диаметр инструмента размерами # 15 составляет у верхушки 0,15 мм, а на расстоянии 1 мм от верхушки — 0,17 мм (0,15 + 0,02).